
Ensuring Safety, Quality, and Economy at the Design Stage
Outline:
- About Hot-Dip Galvanizing
- Key Design Factors
- Materials Suitable for Hot-Dip Galvanizing
- Dimensions and Shapes
- Minimizing the risk of deformations
- Ventilation and drainage
- Attachment points
- Conclusion
About Hot-Dip Galvanizing
Outdoor industrial structures such as steel bridges or power transmission towers can be pretty expensive to maintain, as they are permanently affected by the weather. Usually made of steel, they are highly sensitive to corrosion and require regular care. Considering that such structures are also often located in remote areas, their service may cost an arm and a leg.
Under such circumstances, hot-dip galvanizing is considered the standard for steel coating and steel protection. Technology’s initial and life-cycle cost, durability, and sustainability testify in its favor. Furthermore, hot-dip galvanized steel practically does not require any special care, which makes technology especially valuable in remote areas with aggressive environments.
Generally speaking, hot dip galvanizing is a process of completely immersing a whole structure or its details in a bath of molten zinc. After immersing, the iron in the steel reacts with the molten zinc to form a series of zinc-iron alloy layers, which are covered by a layer of sheer iron-free zinc.
Those layers create a barrier between the steel and the outer environment, as well as cathodically protect the steel. In other words, the galvanized coating sacrifices itself to protect the underlying base steel from corrosion.
Zinc coating also naturally develops zinc patina, an impenetrable layer of corrosion products on the surface. Developed properly, the patina itself provides an additional corrosion protection layer for the zinc layer. The patina, cathodic protection, complete coverage, and all of these together, provide hot-dip galvanized steel with highly reliable, durable, and relatively inexpensive protection, which does not need any special care.
Key Design Factors
Strange though it may be, corrosion protection starts with drawings. Whether it would be polymeric coating, hot-dip galvanizing, or you’re going to cover the structure with cheese, technological requirements need to be taken into account at the design stage.
The design engineer must ensure that all parts are manufactured to perfectly suit the process. The key factors to consider when designing structures for further hot-dip galvanizing are:
- Material combinations;
- Parts dimensions and shapes;
- Drainage;
- Ventilation;
- Attachment points.
Materials Suitable for Hot-Dip Galvanizing
Most ferrous materials are suitable for hot dip galvanizing. Plain carbon steel, low alloy steel, hot rolled steel, cold rolled steel, cast steel, etc. All of these can be galvanized for enhanced corrosion protection. However, the technological process for every particular may differ. In order to understand what these differences are, the technological process in more detail is to be described.
Before being immersed in a molten zinc bath (galvanization), the item undergoes the surface preparation process, which usually includes degreasing, pickling, rinsing, and fluxing. The degreasing bath removes dirt, oil, and organic residues, the pickling bath removes mill scale and iron oxide. The fluxing bath removes the remaining oxides and coats the steel with a protective layer that prevents oxide formation before galvanizing. Proper surface preparation is crucial here, as zinc will not react with an unclean surface.
Preparation procedure parameters, such as pickling immersion time, solution concentrations, and temperatures may vary. It depends on the chemical composition of the detail material, fabrication methods, and surface condition. These factors also influence some aspects of the galvanizing process, such as zinc bath immersion time and the temperature of the bath.
All these affect both the quality of the zinc coating and its appearance as well. Since there is certainly an aesthetic component in the design, these technological nuances need to be considered when choosing materials for design.
Combinations of reused steel with new steel, cast steel with rolled steel, etc. should also be avoided. However, if you still need to combine different materials or surfaces, it would be better to galvanize those parts separately and assemble them afterward.
Due to the huge variety of steel grades, there is no sense in giving precise guidance in the choice of steel grade in this article. However, the best quality coating is obtained on steels with a content level of:
- carbon – no more than 0.25%
- phosphorus – less than 0.04%
- manganese – less than 1.35%
- silicon – in the range of 0.15% – 0.22% (preferred)
Dimensions and Shapes
Another important consideration in the design process is the size and shape of the item. Since hot-dip galvanizing is a full immersion process, the capacity of the galvanizing and preparation baths should be taken into account in the design. Therefore, in order to avoid bloopers, it is recommended to check the size limits for the product early in the design process.
Some factories are capable of galvanizing items up to 19 m long and weighing up to 10 tons. However, it is possible to galvanize components of any size by designing them in modules or sub-units. This approach also encourages manufacturing, logistics, and assembly savings, since smaller pieces are easier to transport, handle and store.
If the item is too large for the total immersion, yet more than its half fits the bath, the double-dipping or progressive dipping method can also be applied. Albeit, progressive immersion increases the likelihood of item deformations, which is not the preferable result.
Minimizing the risk of deformations
Cracking
In order galvanizing reaction to occur, the temperature of the immersed item has to reach the temperature of molten zink, which is usually around 450°C. The time it takes for steel to reach this temperature over the entire surface of the item depends on the item size, total weight, its structural elements thickness, and immersion speed.
The immersion duration for the whole item is determined by the part with the greatest thickness, as thick-walled components reach the temperature much slower than thin-walled components. A significant difference in elements’ thicknesses causes their uneven heating and cooling, which often results in cracks between thick-walled and thin-walled elements.
Shape Distortions Due to Residual Stresses Removal
Another menace on the map is the product shape distortion (twisting, bending, etc). It is usually caused by the removal of the so-called residual stresses of steel. To put it simply, locked-in stresses within a solid object, that exist inside it even though the object is free of external forces. Residual stresses may be inducted by thermal variations (e.g. due to hot welding); non-uniform plastic deformations (e.g. bending, drawing, extruding, rolling, etc.); or phase transformations (volume difference between the newly formed phase and the surrounding material which is yet to undergo the phase transformation).
At operating temperatures, steel is strong enough to withstand these stresses. Sometimes they can even be created intentionally for better performance of construction (e.g. pre-stressed steel). However, at the temperature of molten zinc, the yield point of steel temporarily decreases by sometimes as much as 50%. Roughly speaking, the yield point is the amount of stress steel can take without irreversible deformations of the item. If the residual stresses inside the item are significantly higher than the yield point, distortion of the item occurs.
To prevent item shape distortions due to residual stress removal, fabrication methods that cause localized stress concentrations, such as hole-punching, tight radius bending, etc., should be avoided or minimized.
At any rate, regardless of hot-dip galvanizing, accuracy at the design stage should be provided to avoid bending the elements and forcing them into the correct position during the assembly.
Strain-age embrittlement
Under normal operational temperatures, steel aging usually develops imperceptibly slowly. However, the aging process noticeably accelerates at higher temperatures. Combined with residual stress, such boosted aging may result in strain-age embrittlement of steel. In other words, steel loses its ductility and becomes extremely fragile.
Strain-age embrittlement is usually seen in cold-worked steel, as steel cold-working leads to residual stresses. However, it may also be observed in lower-quality steels, due to their chemical impurity. For strain-age embrittlement to occur, residual stresses need to be caused before galvanizing.
Tips
The good news is that all these “horrors” are usually caused by carelessness and disregard for technological requirements. Here are several tips on how to avoid most of these unpleasantness:
- In order to avoid uneven heating during hot-dip galvanizing, parts of the same or nearly the same thickness should be designed in the assembly. The thickness ratio for elements of the same grade should be tmax / tmin < 2.5. If this ratio can’t be followed, detachable connections should be designed in order to galvanize parts separately.
- In order to prevent strain-age embrittlement or item shape distortions, it is better to avoid cold workings, such as small radius bending, hole-punching, rolling, etc., as any form of cold working may lead to residual stresses.
- Avoid designs that require double immersion (items exceeding the dimensions of the galvanizing bath), as progressive immersion increases the likelihood of deformations. Instead, it is recommended to design detachable connections.
- Avoid large unfixed areas of rolled sheet metal as they are highly susceptible to buckling.
- It is advisable to use symmetrical cross-sections whenever possible.
- Design a symmetrical arrangement of welded joints to avoid asymmetrical residual stresses due to uneven thermal expansion and constriction of the weld metal and parent material.
- Calculate welded joints in such a way the joint size does not exceed the necessary and sufficient dimensions.
- Make sure ventilation and drainage are adequate (more about vents and drains in the next section of the article). This ensures that the structure is immersed in molten zinc at the optimum immersion speed, minimizing the uneven thermal expansion and therefore stresses.
Ventilation and drainage
Purpose
For the sake of qualitative hot-dip galvanizing it is crucial that preparation solutions and molten zinc can reach all outer and inner parts of the item, in order to cover all surfaces. Naturally, chemical solutions and molten zinc must not only get inside the structure but also freely leave it.
To this end, hollow and spatial structures are to be designed with proper vents and drains. However, vents and drains affect not only quality but safety and aesthetics also.
Safety
Immersion of a hollow airtight (sealed) article in molten zinc may cause safety hazards and article destruction if any moisture remains inside it. As the temperature of an article rises, moisture inside it will turn into steam, resulting in a pressure increase and, very likely, a steam explosion.
Quality
Air or other gas trapped inside the item, in its turn, may obstacle the preparing solutions or molten zinc from covering some areas. This may lead to certain unpleasant quality issues, such as non-galvanized areas or uneven coating thickness.
Besides, if more than 15% of the item’s internal volume is filled with air, it will just float in a bath of molten zinc instead of sinking (blasted Archimedes of blooming Syracuse with his bloody hydrostatics). Proper ventilation ensures that air and steam are removed from inside the product, allowing it to be completely immersed in cleaning solutions and molten zinc.
Aesthetics
Since ventilation and drainage openings same as hanging points are visible, they affect squarely not only the quality of the coating but also the appearance of the final product itself. The choice of hollow or open structural sections, for example, will define the number, type, and location of vents and drains required. In order to meet both technological and aesthetic requirements, such issues should be thought out in advance, at the design stage, with a galvanizer involved.
Tips
In order to ensure safety, quality and aesthetics, these general rules should be followed:
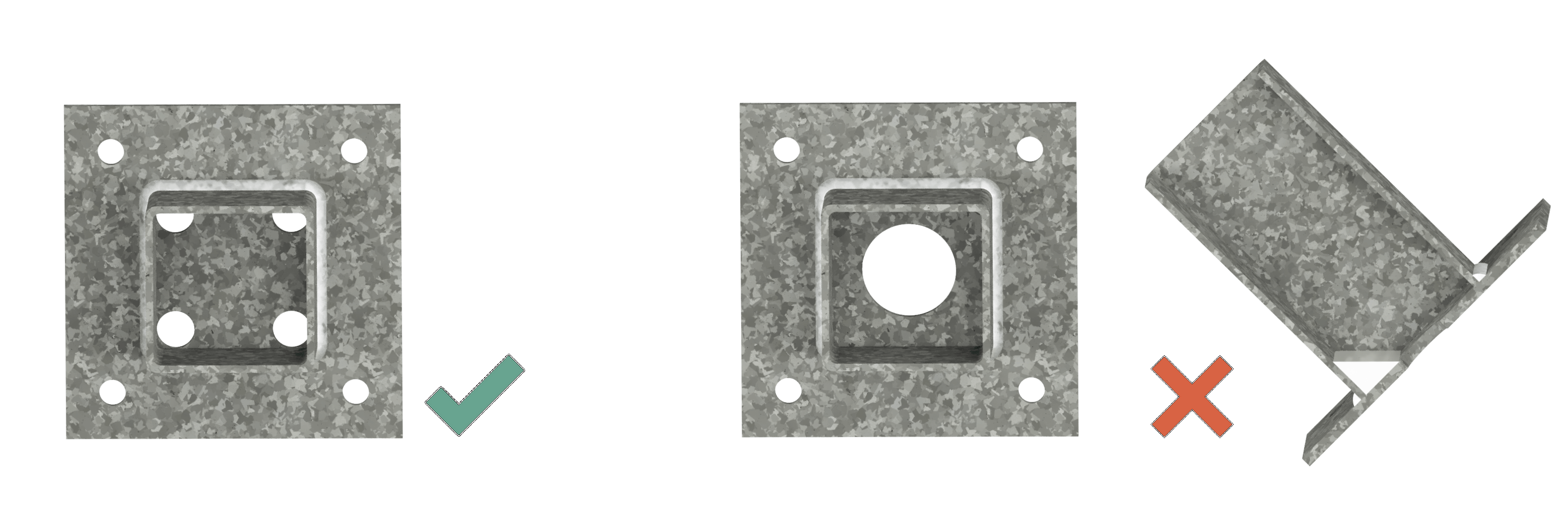
- The openings should be located as close to the item edges or joints as possible. They also should not be placed in the center of the end plates in order to prevent air locks and fluid retention.
- Openings should be diagonally symmetrical to each other if possible.
- Ventilation openings must be at least 10 mm in diameter.
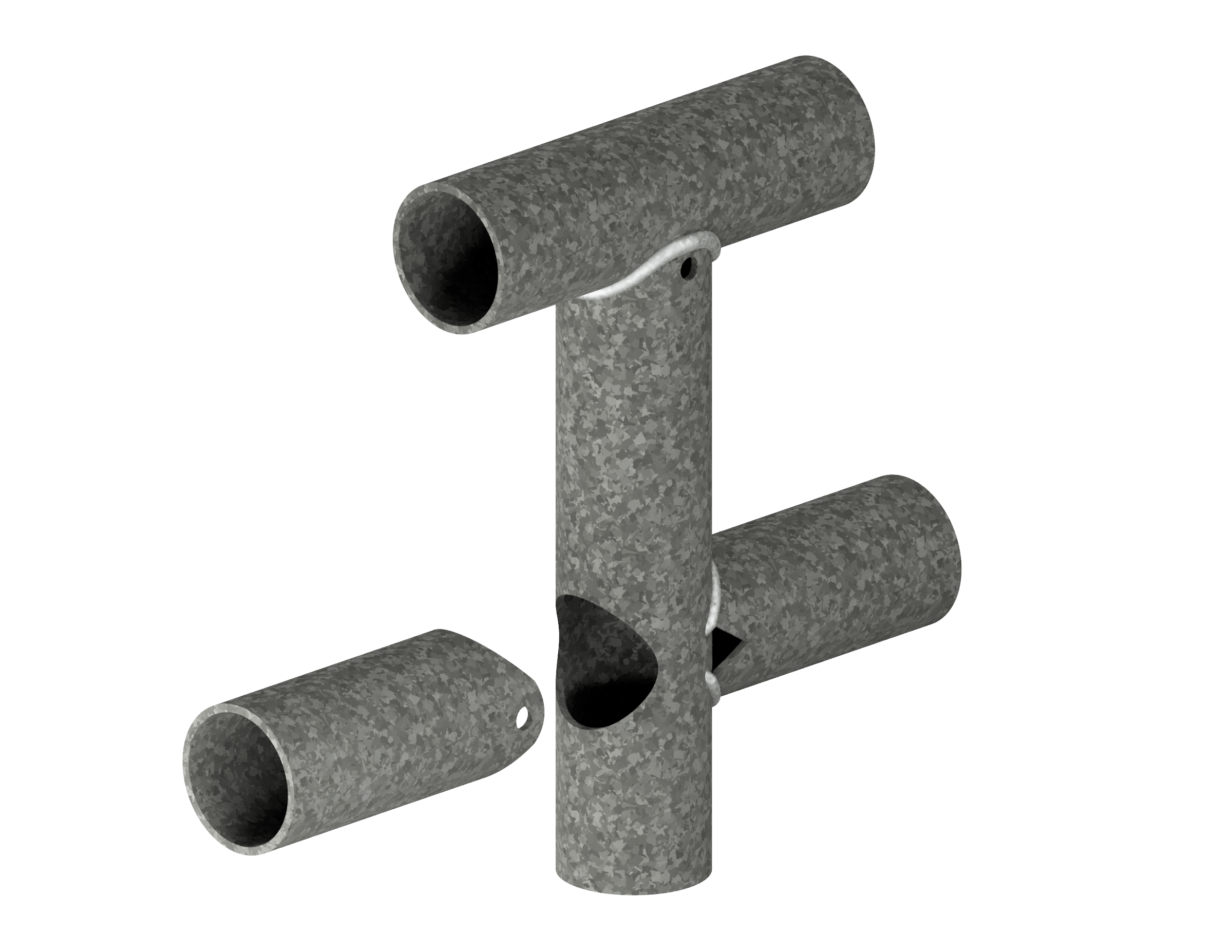
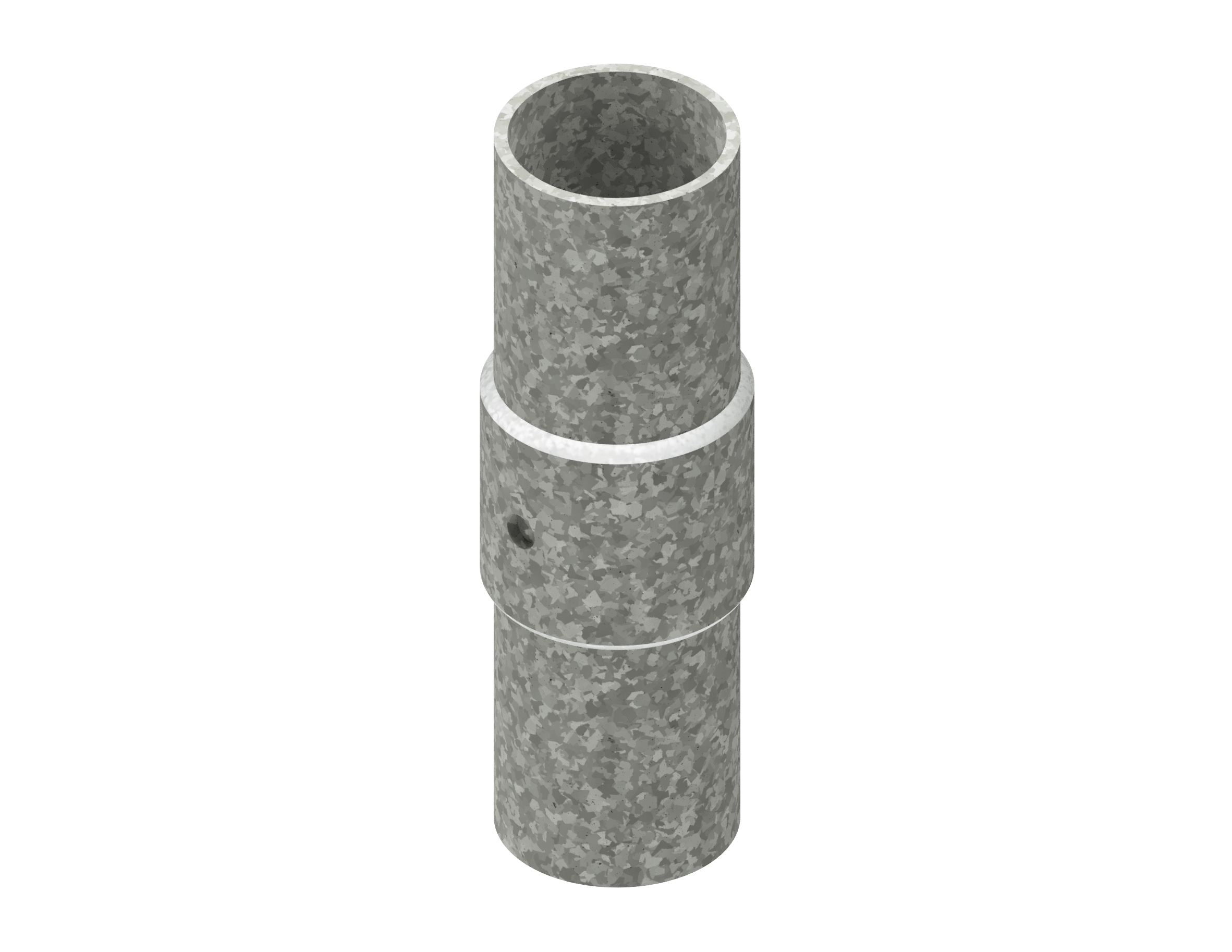
- Pipe/CHS, RHS, and SHS require vents and drains (for base plates, end plates, cap plates, seal plates, and flanges), with total diameters length of at least 50% of the internal diagonal of the cross-section length. Openings should be located as close to welding as possible (see point 1).
- Hollow profiles combined into an assembly require not only external but also internal ventilation and drainage (open-tee, miter joints).
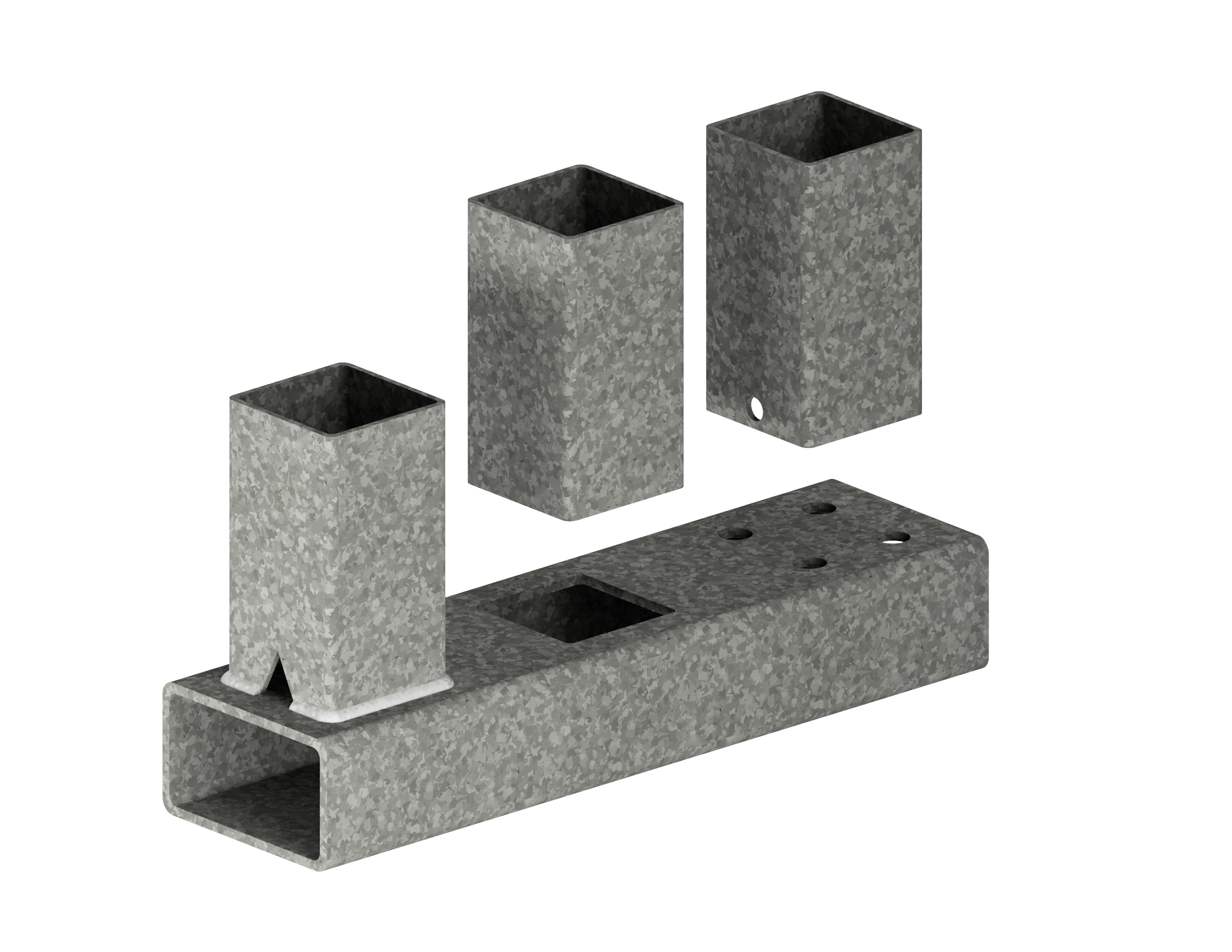
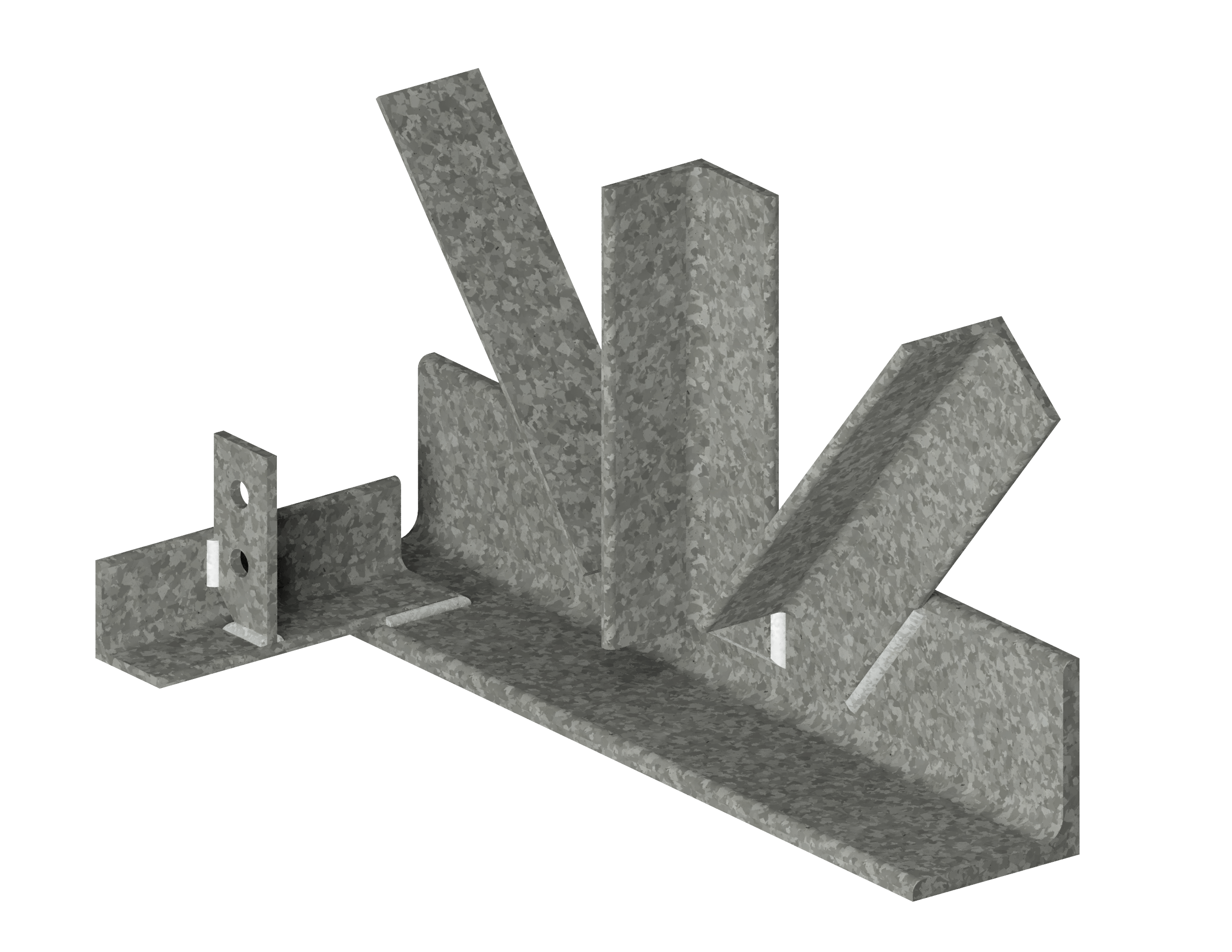
- End plates, stiffening bars, and gussets in hot-rolled steel shapes (sections) prevent drainage, and therefore it is necessary to provide drainage openings in structural elements. The corners of end plates, stiffeners, and gussets can also be trimmed to allow for drainage.

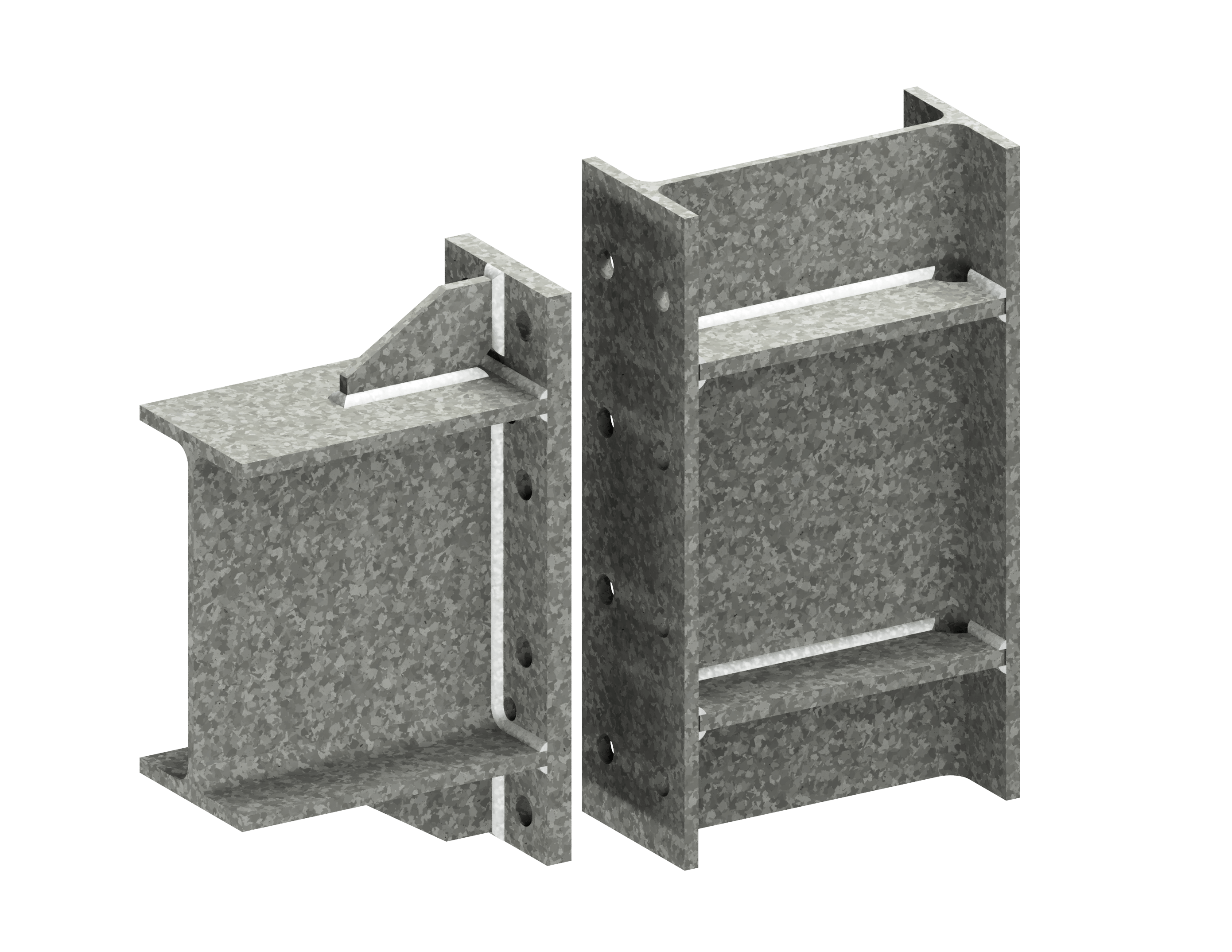
- Welded connection elements (diagonals) have to be located with a gap to the main assembly element to ensure the free flow of preparation solutions and molten zinc.
- Large overlapping surfaces should be avoided whenever it’s possible. Hermetically welded overlapping surfaces require vent openings all over the overlapping surfaces since the area between them may contain condensation. Here are some basic rules:
- An overlapping area of less than 10,000 mm2 does not normally require ventilation.
- An overlapping area of 10,000 mm2 – 40,000 mm2 must be ventilated with holes Ø10 mm minimum.
- Areas 40,000 mm2 – 250,000 mm2 – ventilation openings must be at least Ø12 mm.
- Areas over 250,000 mm2 – ventilation openings must be at least Ø20 mm and placed every 250,000 mm2
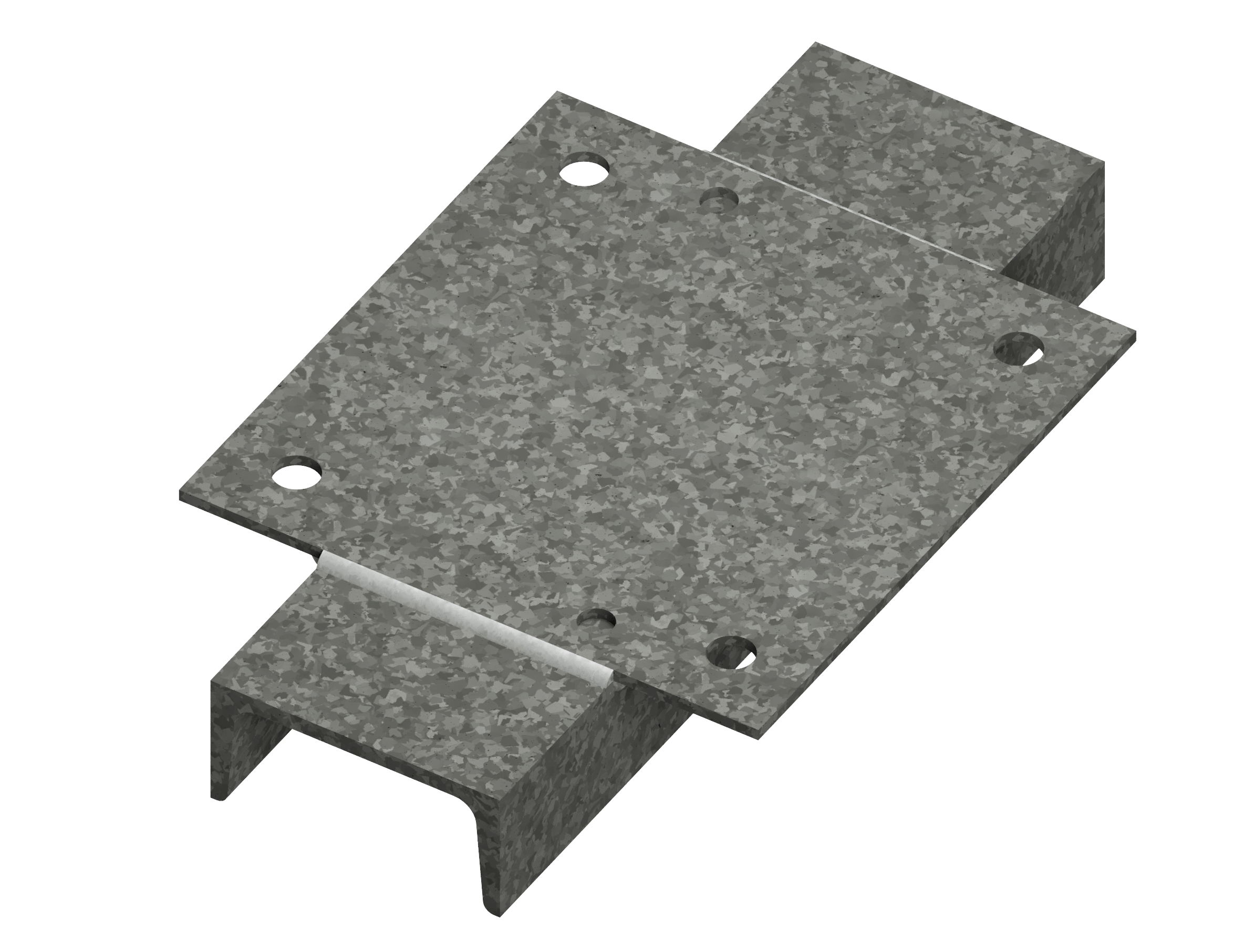
- The same principles as for general ventilation and drainage should be applied to the location of vents in overlap areas, i.e. as close to the connections as possible and diagonally symmetrical to each other.
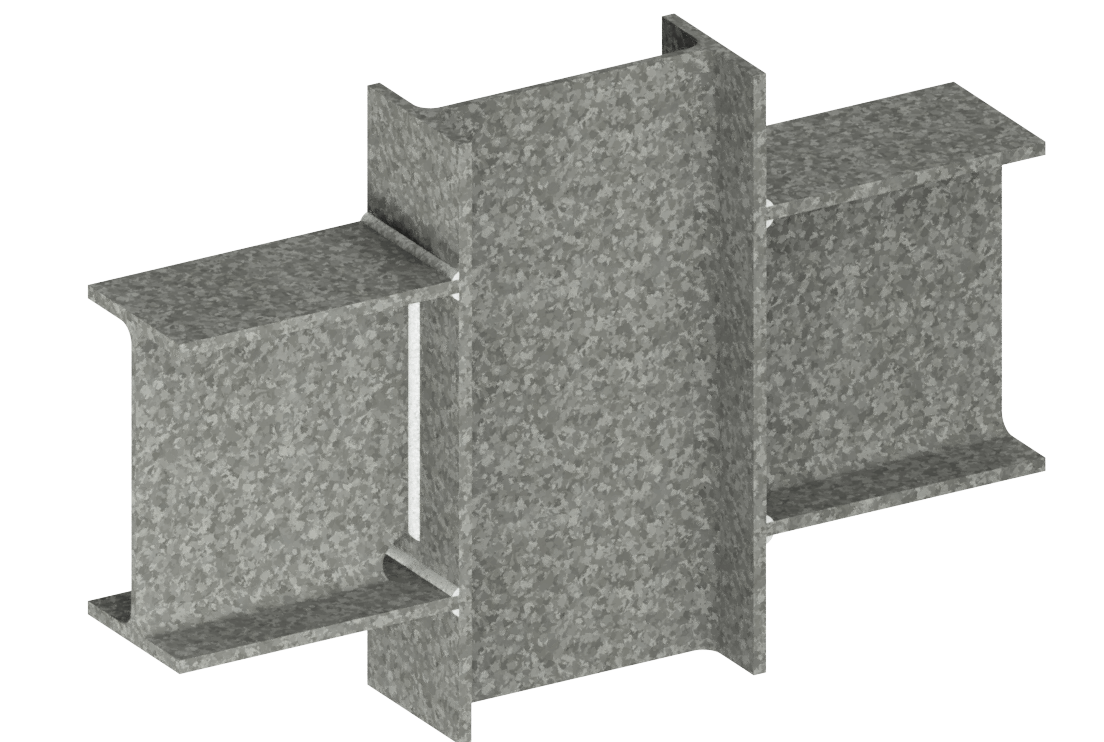
- Avoid sections with “wall to wall” elements placement (L-beam with C-beam, for instance). If it is crucial to use such a section, it is advised to use intermittent (also referred to as skip) welding.
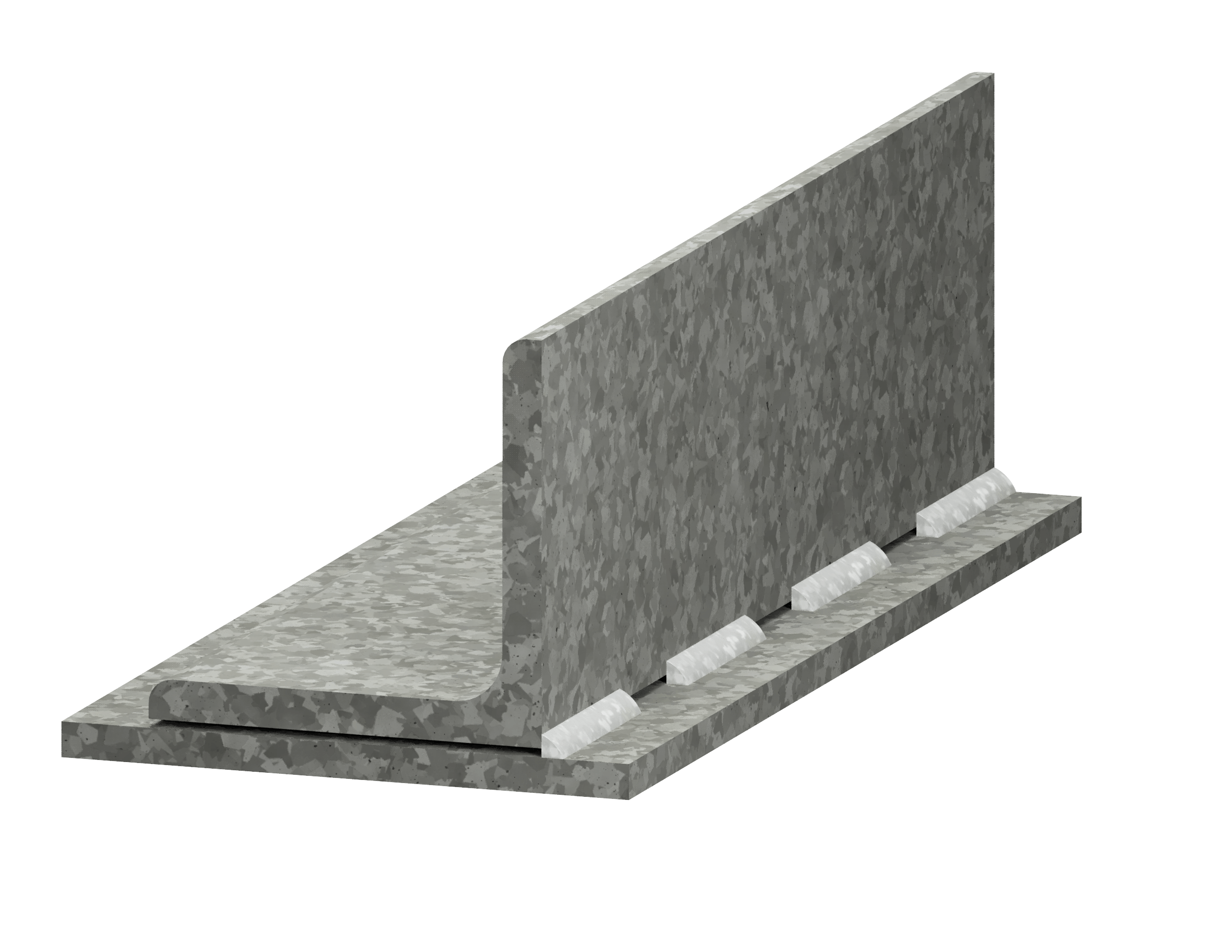
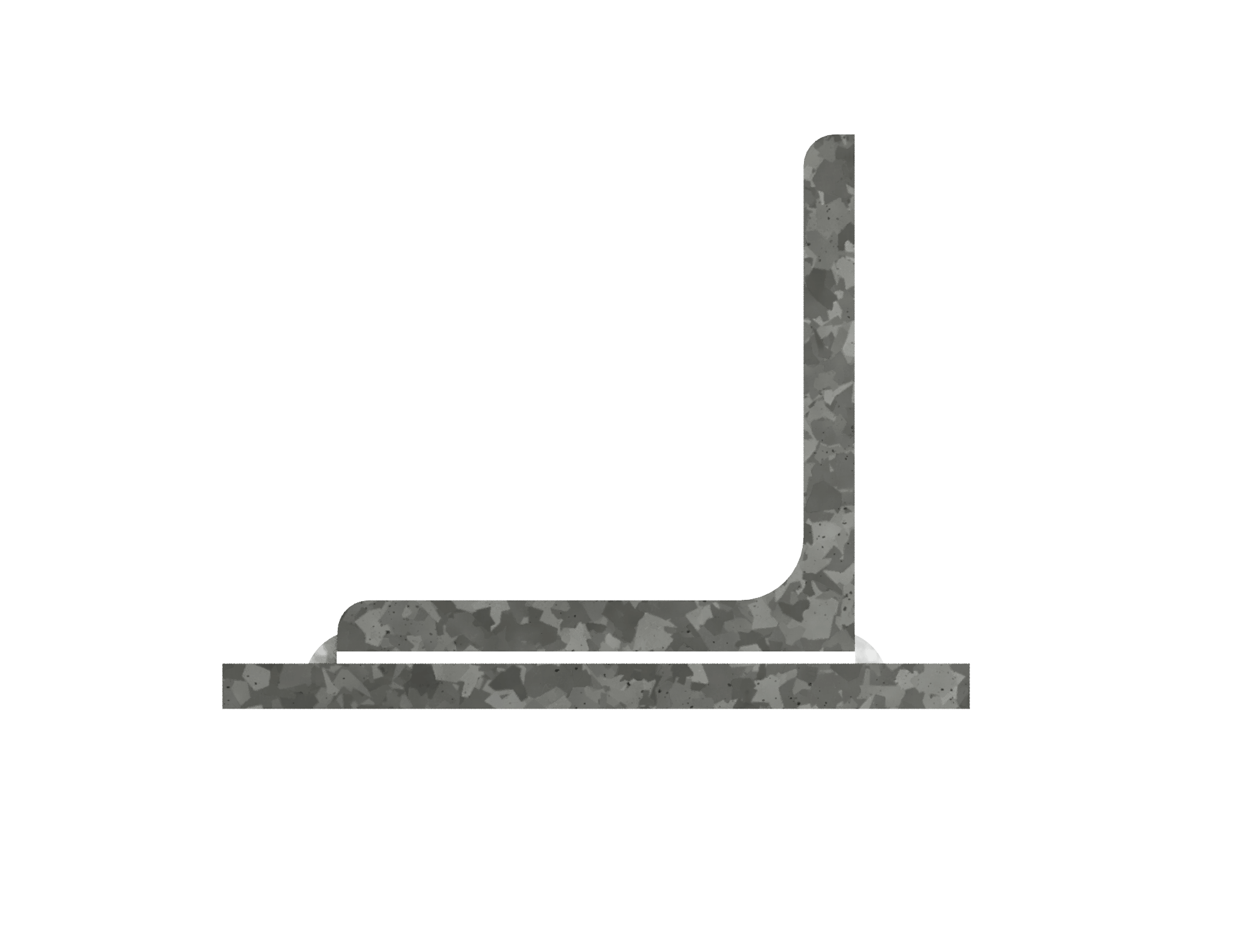
- When using intermittent welding, the minimum clearance between welded elements must be 2.5 mm to ensure ventilation and free flow of preparation solutions and molten zinc.
- Wherever possible, use jam-welding rather than overlap welding.
Attachment points
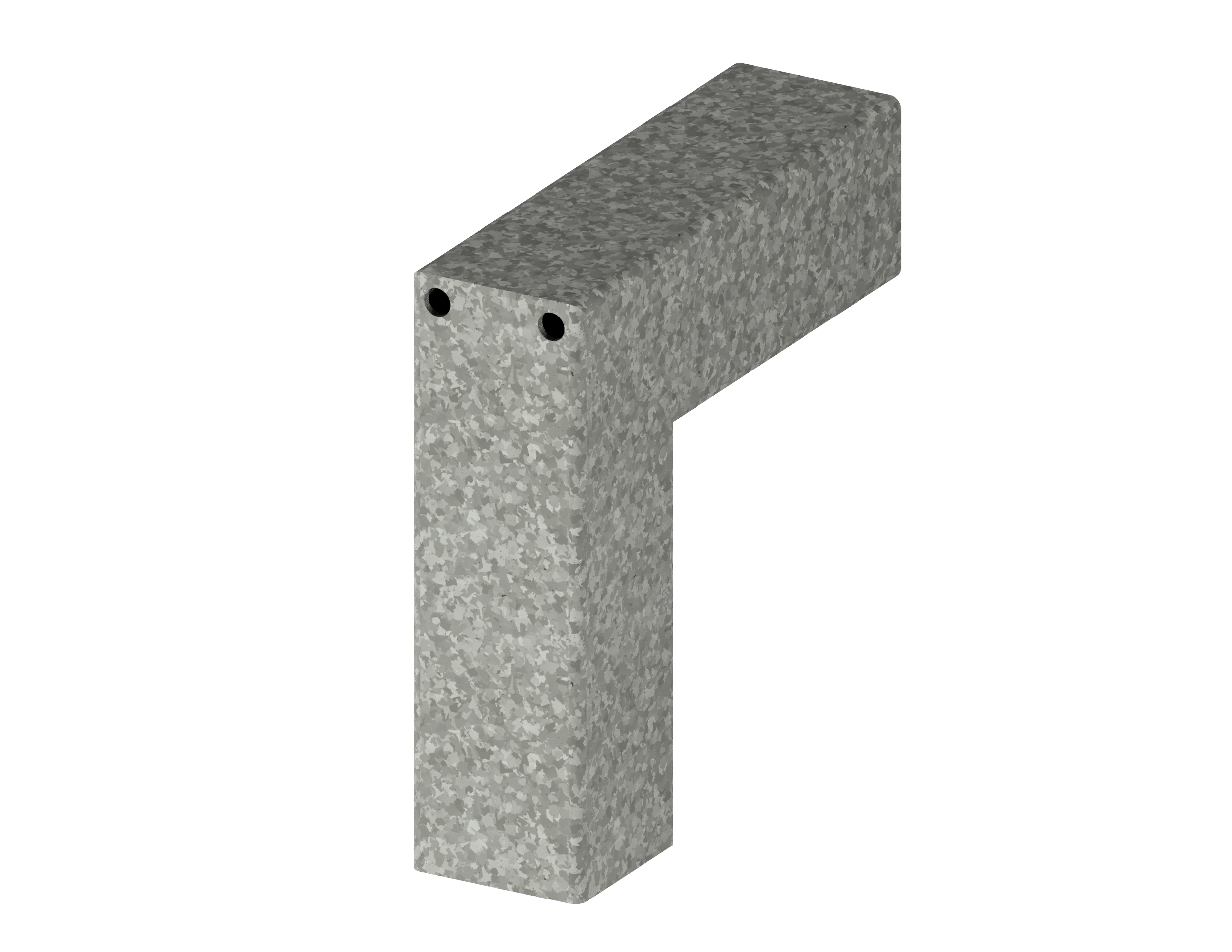
Most items to be hot dip galvanized will be hung from an overhead crane/hoist at an angle of approximately 45° with cables, chains, cantilevers, or hooks during processing. Therefore, the designer must provide at least 2 (or more, depending on the configuration of the product) attachment points. As an example, suspension openings or eye ends (also referred to as lugs or ears).
If there are no special attachment points, the item can also be suspended by wrapping it with a chain or wire. However, this is unwelcome, as it may cause non-galvanized areas in areas of contact with the surface of the item.
Conclusion
Hot dip galvanizing is proven to be an effective and timeless corrosion protection system. As with any other technology, it has its requirements and restrictions. However, these should not be referred to as disadvantages, since following technological requirements is mandatory for any technology.
The information given in this article is not an exhaustive step-by-step guide on hot-dip galvanizing. However, it provides principal information and key insights for understanding basic principles, requirements, and restrictions of the technology. It also provides an in-depth view of hot-dip galvanizing especially for designers and planners, in order to help you minimize inconsistencies in design, production, and on-site works.
Following these design guidelines for hot dip galvanizing will promote coating quality and durability, and will eliminate most of the risks. However, the construction industry has never been 100% predictable. Based on this we highly recommend engaging the galvanizing specialist already at the design stage for the sake of safety, quality, and economy.
